 预览加载中,请您耐心等待几秒...
预览加载中,请您耐心等待几秒...
1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共58页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
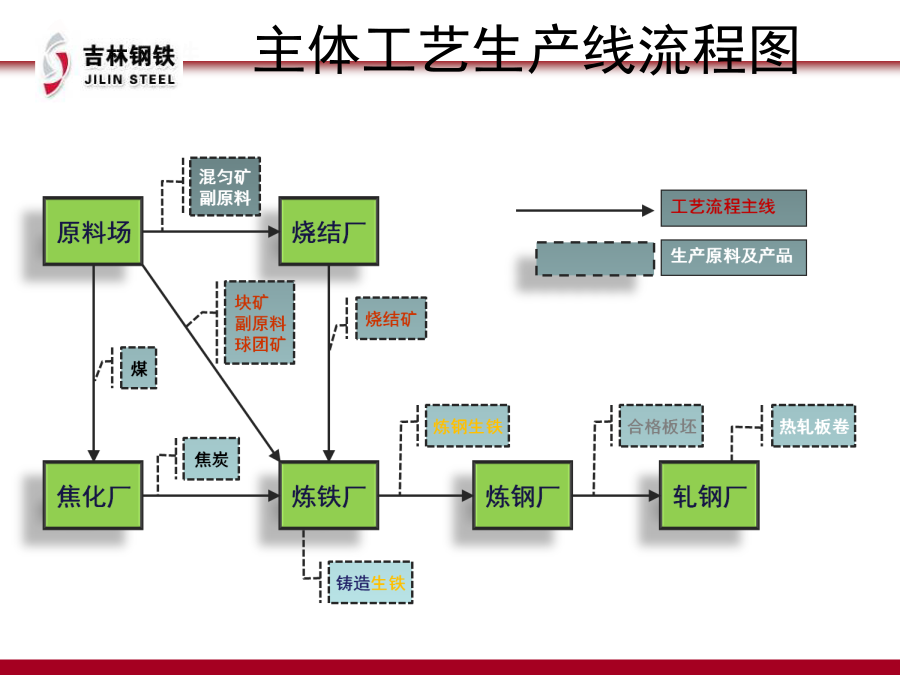
生产管控:张健目录一、摘要主体工艺生产线流程图二、焦化厂焦化厂全景图生产工艺简述生产工艺流程生产车间组成生产的特点及产品焦化生产示意图三、烧结厂烧结厂全景图生产工艺简述生产工艺流程生产车间组成烧结生产示意图生产的特点及产品球团车间生产工艺简述生产工艺流程生产车间组成生产的特点及产品四、炼铁厂炼铁厂全景图生产工艺简述生产工艺流程生产车间组成生产的特点及产品铸铁机示意图五、炼钢厂炼钢厂全景图生产工艺简述生产工艺流程生产车间组成转炉示意图连铸机示意图生产的特点及产品六、轧钢厂根据市场定位及产品方案,吉林钢铁设备大型化技改项目的热带钢轧机选用半连续式轧机,轧机规格选择为1450mm。轧机生产规模为年产热轧钢卷300万t,其中供冷轧钢卷165万t,热轧商品卷135万t。生产工艺简述生产工艺流程主体设备简介2、粗轧机组1)E1立辊轧机型式:全液压AWC/SSC下置上驱动、立式电机最大轧制速度:5.5m/s立辊开口度:600~1550mm道次最大压下量:max.60mm(30mm/单侧,板坯厚200mm)辊子尺寸Ø1150/Ø1050*630mm;主传动功率:2×1200KW转速:120/360r/min最大轧制力:5000kN2)R1粗轧机型式:四辊可逆式电动APC+液压微调最大轧制压力:40000kN最大开口度:270mm最大轧制速度:5.5m/s工作辊:辊子直径:Ø1200/Ø1100mm辊身长度:1450mm支承辊:辊子直径:Ø1550/Ø1400mm辊身长度:1450mm下轧辊上辊面标高:+840mm主电机额定功率:2×AC7000kW3、热卷箱型式:无芯轴移送式钢卷外径:max.~Ø2000mm钢卷内径:Ø650±50mm卷取温度:900~1150℃穿带速度:2~2.5m/s卷取速度;max.5.5m/s开卷速度:max.2.5m/s4、切头飞剪型式:异周速转鼓式飞剪剪切温度:≥900℃剪切最大断面60×1300mm(X70)材料剪切强度极限:130(X70)N/mm2主传动:AC2000kW,750r/min剪刃长度:1450mm切头长度:不大于500mm5、精轧机组:型式:7机架四辊不可逆全液压式轧机,液压APC+液压AGC(预留F7);工作辊尺寸:F1-F4:Ø760/690×1650mmF5-F6:Ø630/560×1650mm支承辊尺寸:Ø1450/1300×1450mm板型控制方式:工作辊弯辊:F1~F4:1500kN/侧F5~F6:1200kN/侧+工作辊窜辊:100mm轧制压力:F1~F435000kN;F5~F630000kN最大轧制速度(F6):18.14m/s(F7):20.78m/s主传动电机:F1~F4:AC7000kW,150/350r/minF5~F6:AC6000kW,220/550r/min6、层流冷却装置型式:上、下集管式层流冷却装置冷却组数量:粗调区:15组;精调区:2组冷却段长度:~81.6m冷却宽度:1450mm总水量:约9450m3/h集管冷却水压力:0.07MPa侧喷:21组(其中3组为压缩空气吹扫);侧喷水:1MPa;245m3/h;侧喷气:0.4~0.6MPa;280Nm3/h(Nm3为标准体积)7、卷取机(2台预留第3台)型式:全液压三助卷辊地下卷取机,卷取温度:550-800℃卷取速度:max.18m/s钢卷内径:Ø762mm钢卷外径:Ø1200~Ø2000mm助卷辊:具有自动踏步控制功能(AJC)卷筒直径:Ø722~Ø770mm卷筒电机:AC1000kW;290/1000r/min8、卸卷小车型式:液压传动带托卷辊行走小车式运送钢卷数量:1个9、钢卷快速运输链型式:电机驱动鞍座式;卧卷运输钢卷数量:1个链条移动速度:Max.0.8m/s10、步进梁运输机型式:鞍式步进梁运输机;卧卷运输取样,包装、称重装置——钢卷生产车间组成热轧示意图生产的特点及产品七、制氧制氧厂全景图生产工艺简述生产工艺流程谢谢!




