 预览加载中,请您耐心等待几秒...
预览加载中,请您耐心等待几秒...
1/10
2/10

3/10
4/10
5/10
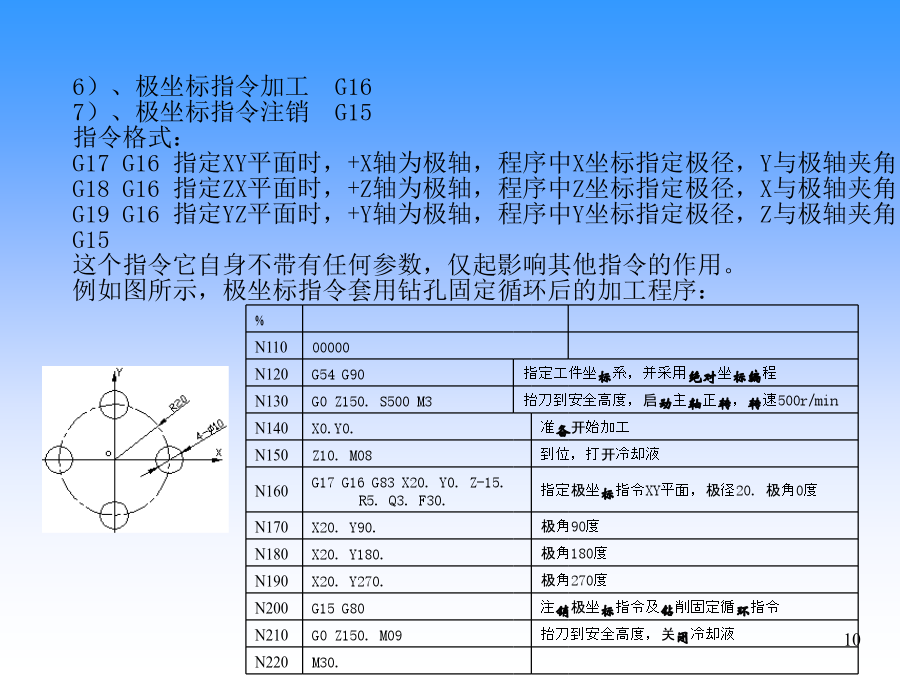
6/10
7/10
8/10
9/10
10/10
亲,该文档总共43页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
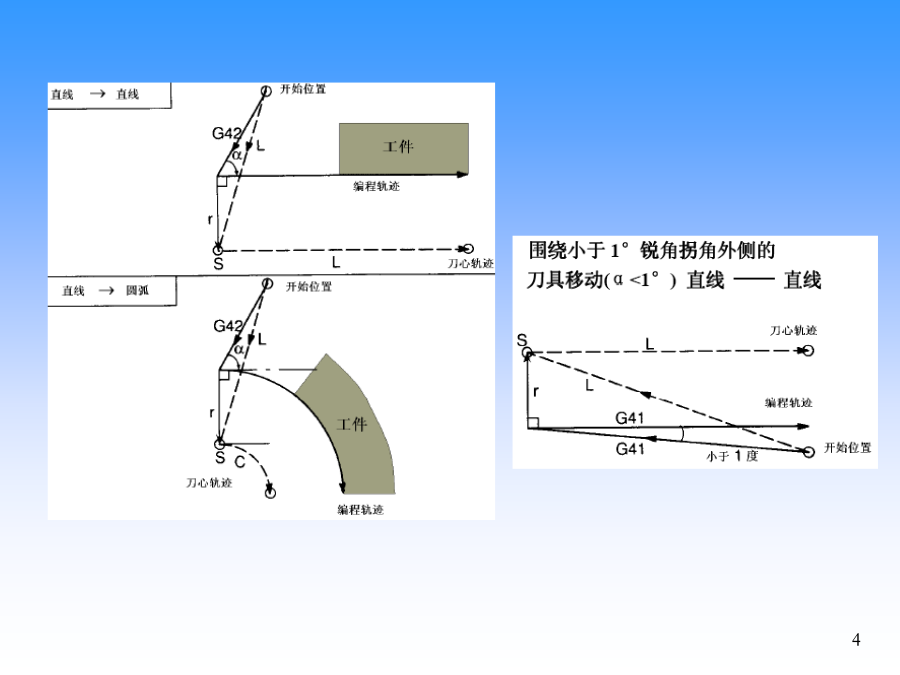
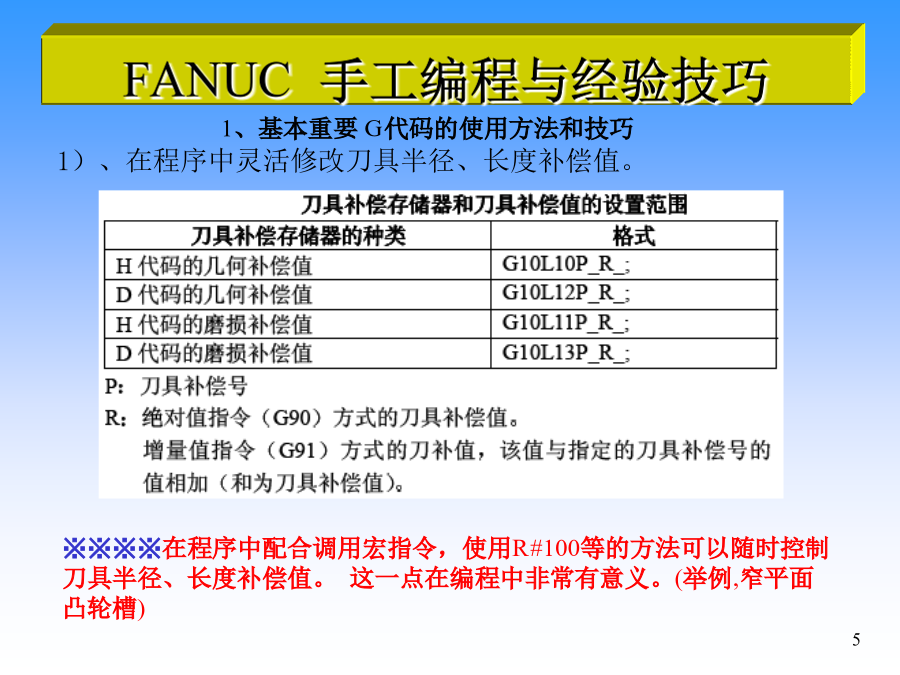
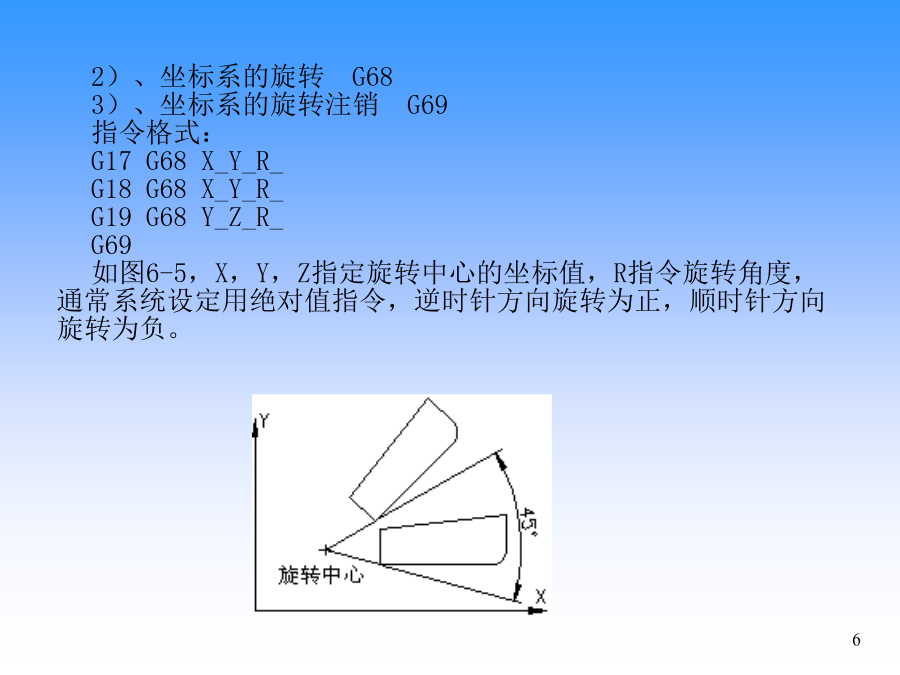
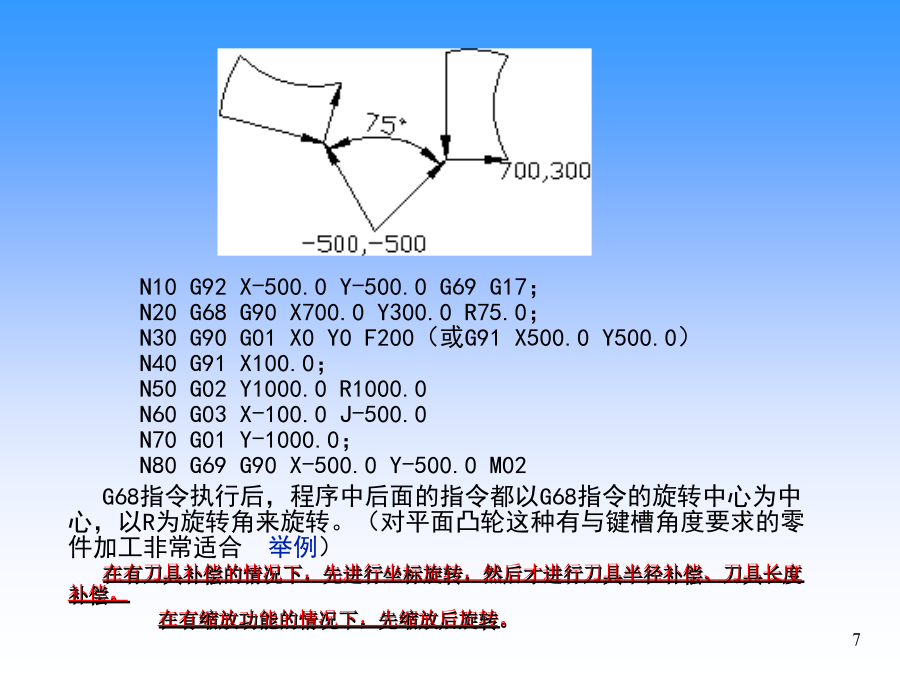
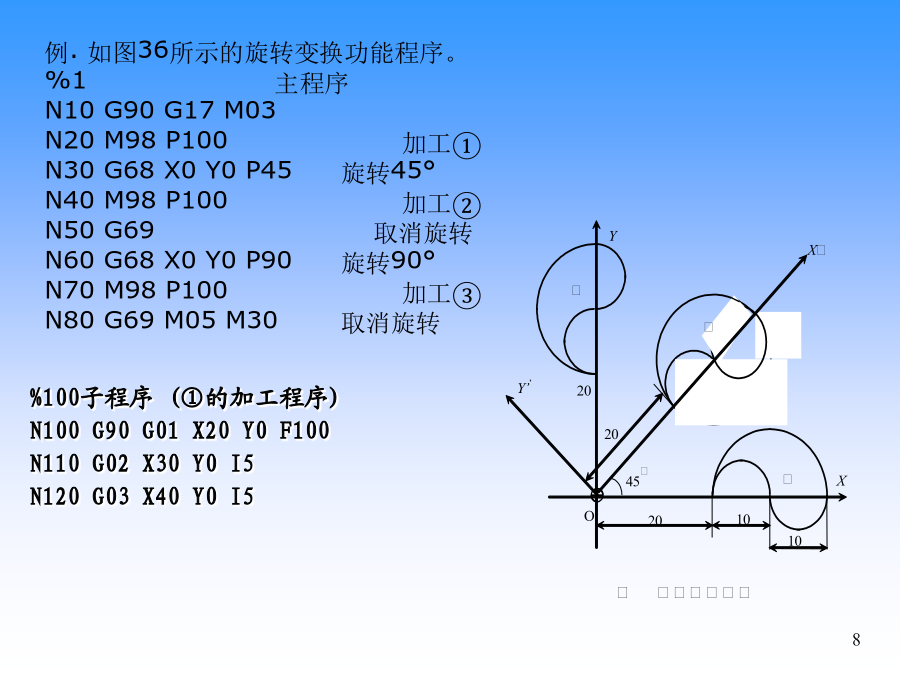
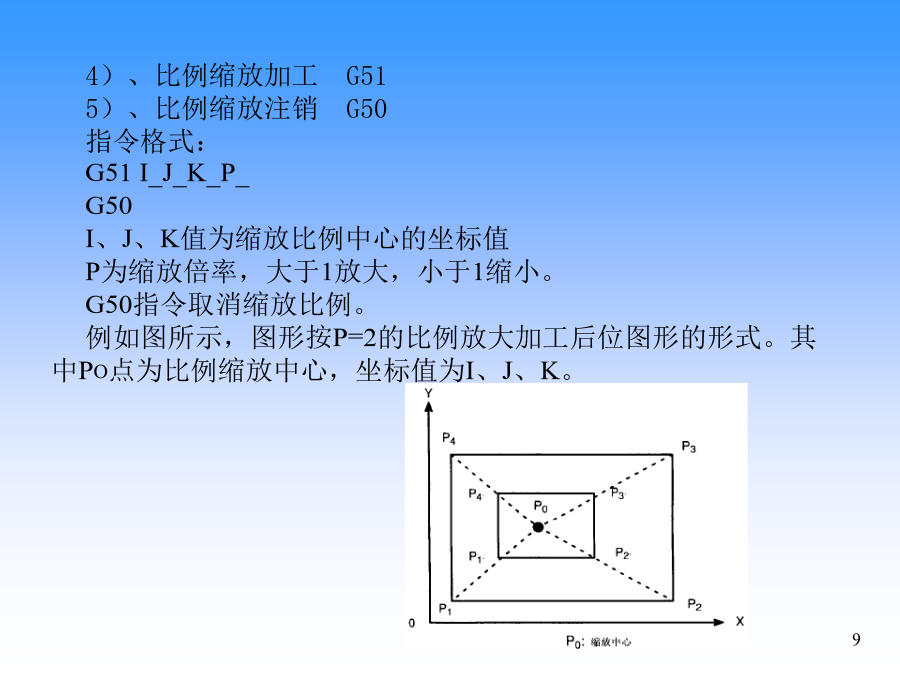
手工编程与经验技巧八条原则:(1)、G41/G42只能在G01/G00而不能在G02/G03代码上实现刀具半径补偿过程的建立。G40也不能在G02/G03上撤消。(2)、G41/G42只能在被G17、G18或G19选择的平面上进行,在刀具半径补偿的模态下,不能改变平面的选择,否则出现P/S37报警;(且如在XY平面中执行,在Z轴无效,以此类推)。(3)、G41/G42后必须紧跟两条XY平面内的轴移动,严格禁止出现连续两条Z轴移动指令。(4)、G41/G42补偿程序段矢量长度必须大于(不允许等于)刀具实际半径及刀具补偿寄存器内值。(5)、G41/G42补偿程序矢量线与第一段切削线(或切线)的夹角应在90°~180°之间。严禁在180°~360°。(6)、G41/G42补偿程序段尽量不要和第一段切削线重合(举例在一正方形的一边延长线上切入的分析),或在起延长线上(但完全允许在圆弧的切线延长线上)。(7)、在撤消半径补偿时,使用G40代码后,如没有XY轴移动而程序结束,实际的补偿并未撤消。(8)、在G41或G42指令中,地址H指定了一个补偿号,每个补偿号对应一个补偿值。长度补偿一样,H00意味着取消半径补偿和长度补偿。半径补偿的五种方式:41)、在程序中灵活修改刀具半径、长度补偿值。2)、坐标系的旋转G683)、坐标系的旋转注销G69指令格式:G17G68X_Y_R_G18G68X_Y_R_G19G68Y_Z_R_G69如图6-5,X,Y,Z指定旋转中心的坐标值,R指令旋转角度,通常系统设定用绝对值指令,逆时针方向旋转为正,顺时针方向旋转为负。N10G92X-500.0Y-500.0G69G17;N20G68G90X700.0Y300.0R75.0;N30G90G01X0Y0F200(或G91X500.0Y500.0)N40G91X100.0;N50G02Y1000.0R1000.0N60G03X-100.0J-500.0N70G01Y-1000.0;N80G69G90X-500.0Y-500.0M02G68指令执行后,程序中后面的指令都以G68指令的旋转中心为中心,以R为旋转角来旋转。(对平面凸轮这种有与键槽角度要求的零件加工非常适合举例)在有刀具补偿的情况下,先进行坐标旋转,然后才进行刀具半径补偿、刀具长度补偿。在有缩放功能的情况下,先缩放后旋转。例.如图36所示的旋转变换功能程序。%1主程序N10G90G17M03N20M98P100加工①N30G68X0Y0P45旋转45°N40M98P100加工②N50G69取消旋转N60G68X0Y0P90旋转90°N70M98P100加工③N80G69M05M30取消旋转4)、比例缩放加工G515)、比例缩放注销G50指令格式:G51I_J_K_P_G50I、J、K值为缩放比例中心的坐标值P为缩放倍率,大于1放大,小于1缩小。G50指令取消缩放比例。例如图所示,图形按P=2的比例放大加工后位图形的形式。其中PO点为比例缩放中心,坐标值为I、J、K。6)、极坐标指令加工G167)、极坐标指令注销G15指令格式:G17G16指定XY平面时,+X轴为极轴,程序中X坐标指定极径,Y与极轴夹角G18G16指定ZX平面时,+Z轴为极轴,程序中Z坐标指定极径,X与极轴夹角G19G16指定YZ平面时,+Y轴为极轴,程序中Y坐标指定极径,Z与极轴夹角G15这个指令它自身不带有任何参数,仅起影响其他指令的作用。例如图所示,极坐标指令套用钻孔固定循环后的加工程序:8)、螺旋线进给格式:注:☆螺旋线插补的进给速度F为合成运动速度。☆螺旋线插补中可以运用刀具半径补偿(G41/G42过程需提前建立)例1.图27所示的螺旋线程序G91时:G91G17G03X-30.0Y30.0R30.0Z10F100G90时:G90G17G03X0Y30.0R30.0Z10F100G91时:G91G19G02Y30Z-30R30X10F100G90时:G90G19G02Y30Z0.0R30.0X10F100例2.图27所示的螺旋线程序%00027T1M6G54G90S900M03G0Z5.X30.Y0.G01Z0.F200G17G03X0Y30R30Z10G00Z30X30Y-50M30%例3.下图所示用直径10mm的键槽刀加工直径50的孔,工件高10mm%0027N1G92X0Y0Z30N10G03I-20Z3N2G01Z11X20F200N11G03I-20Z2N3G03I-20Z10N12G03I-20Z1




