如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
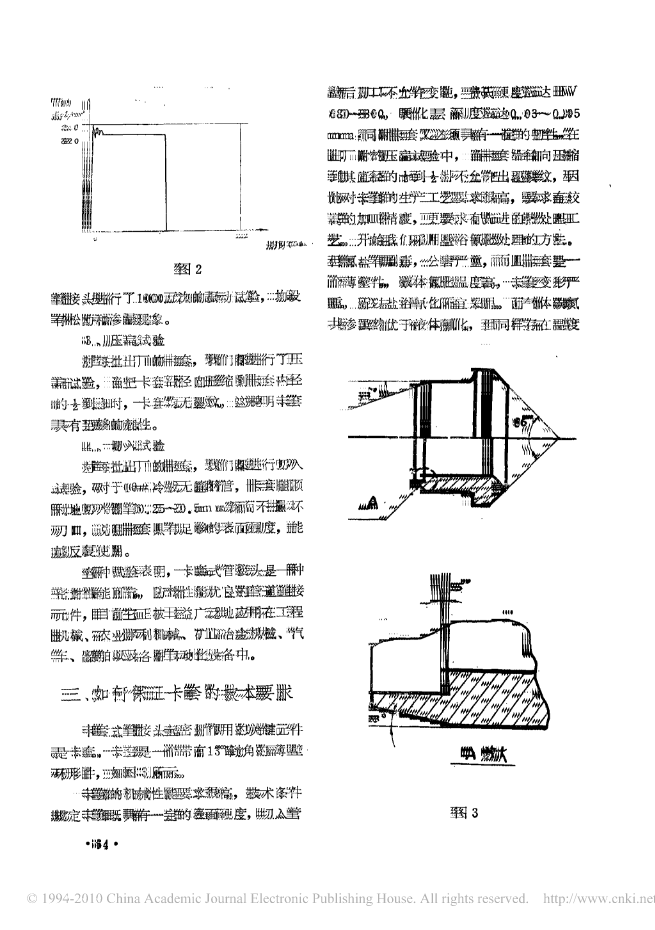
卡套式管接头的制造和应用苏州液压附件厂、随着液压气动技术的发展,卡套式管体卡套和压紧螺母,如图�所示。。接头近年来得到了广泛的应用卡套密封原理如下。一九七四年我厂首次进行了卡套式管当旋紧压紧螺母时,卡套在压力作用。。接头的试制任务在生产过程中,我厂多下被推进接头体的!锥孔,卡套刃口端在次改革了工艺,进行了严密的科学测试,反作用力下产生径向收缩,使卡套的内刃#多次的测试数据证明�我厂生产的卡套式口切入管子外壁约∀∃%%深,在管子外壁。管接头密封性能可靠,可耐高压和高冲击形成一个环形闭口缘边,确保了密封同,耐动,,理的时套刃口�&。的倒。压力振安装方便是一种想卡端角与接头体!锥孔。管道连接元件完全紧密贴合在一起,形成了可靠的外密。封带一卡套式管接头的结构特点,、卡套式管接头结构简单不用加垫二卡套基本性能的试验圈,可耐较高的压力,适合于装拆频繁,。有燃烧爆炸危险等场合由于卡套式管接为了进一步测定主要零件卡套在承受头不用焊接,减少了管道杂质对液压系统持续冲击压力和在振动使用条件下防松动的影响。和密封性能,我广在有关科研单位的协助卡套式管接头虽然型式种类繁多,但下进行了测试,测试结果如下�、其基本结构由三个主要零件组成�接头∋冲击压力试验#我们以�(倍公称压力)∗级为!∀+,−./%忍0的冲击压力,通过∀万次以上的冲击试验,被测试的五组卡套式管接头均无任何渗漏或破坏现象,所记录的压力波形基本上与要求的波形相。符,如图所示、振动试验我们在管接头的公称压力下)∗级为�12+,−.3%∗0。以4567的振动频率和土51#图�%%的振幅,对四组卡套式壁后刃口钝,硬6介力不允许变费氏度应达>�”##8��今产1?∀=?∀∀,硬化层深度应达∀∀&=∀∀(·9屯�。%,同时卡套又必须具有一定的韧性,在出厂时的压扁试验中,当卡套沿径向压缩到其直径的古到士时不允许出现裂纹,因此对卡套的生产工艺要求很高,要求有较高的加工精度,更要求有先进的热处理工。。时:;0)‘3‘艺开始我们采用盐浴氰化处理的方法但盐剧毒,公害严重,而套图氰有且卡是一个薄壁件,液体氰化温度高,卡套变形严,�∀∀∀。管接头进行了万次的振动试验均没,重所以盐浴氰化不宜采用而气体碳氮。有松动和渗漏现象,共渗虽然优于液体氰化但同样存在温度、&压扁试验对每批出厂的卡套,我们都进行了压口目#扁试验,当把卡套沿径向压缩到卡套内径的士到含时,卡套均无裂纹,这说明卡套厂#。具有足够的韧性洲、Α!切入试验≅对每批出厂的卡套,我们都进行切入试验,对于�∀<冷拨无缝钢管,卡套能顺##利地切入钢管∀肠=∀∃%%深而不损坏刃口,说明卡套具有足够的表面硬度,能。够反复使用各种试验表明,卡套式管接头是一种密封性能可靠,防松性能优良的管道连接元件,目前它正被日益广泛地应用在工程、、、机械农业水利机械矿山冶金机械汽、。车船舶以及各种自动化设备中、三如何保证卡套的技术要求卡套式管接头起密封作用的关键元件。。是卡套卡套是一个带有�&倒角的薄壁。环形件,如图&所示卡套的机械性能要求很高,技术条件,规定卡套既具有一定的表面硬度切入管图&1!#、高变形大的缺点,而且卡套灼硬化层深问题,我们试采用增加气沐中活性碳的成、、。度太深不行太浅也不行,必须控制在份和降低氨的比例具体就是滴加酒精来。。#∀&一。#∀(2%,这样浅的渗层在气体碳解决,取得了较好的效果#氮共渗时是难以控制的,而且这样淬火得为获得理想的化合物层,除了掌握温。到的卡套塑性和韧性都不理想度和各种介质的比例外,还必须适当掌握#为此,我们选用了气体软氮化的工艺,软氮化的时间,我们一般掌握在(=&。但常用的气体软氮化需要很长时间才能使小时之间碳钢的有效硬化层的深度达到2#∀&%%,在配合气体软氮化的同时,我们反复我们提高了气体软氮化的温度,发现在合改进了自制的井式气体软氮化炉,使各种,适的温度下,卡套既不变形,而且渗层的介质能在里面均匀混合并能较准确地控。。增长速度变快另外在渗层的内侧出现了制各种介质的含量比例一层奥氏体区,淬火后成为马氏体和残余现在我厂已形成了批量生产卡套式甘。。奥氏休,增加了碳钢的有效硬化深度从接头的能力去年已生产十几万件,供应金相组织看,艺相的组织也较填密。全国各地几十家工矿企业的液压配套,为在试验过程中我们发现,如果氨的比进一步提高生产能力和降低价格,我厂正。例偏高,则会引起组织疏松为解决这个在试验卡套