 预览加载中,请您耐心等待几秒...
预览加载中,请您耐心等待几秒...
1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共43页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
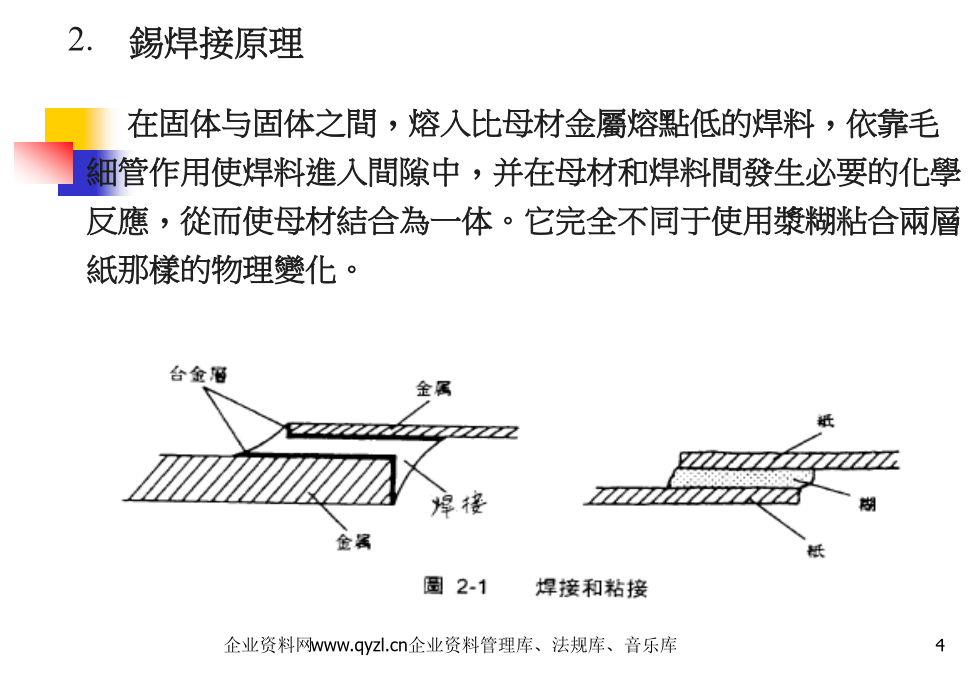
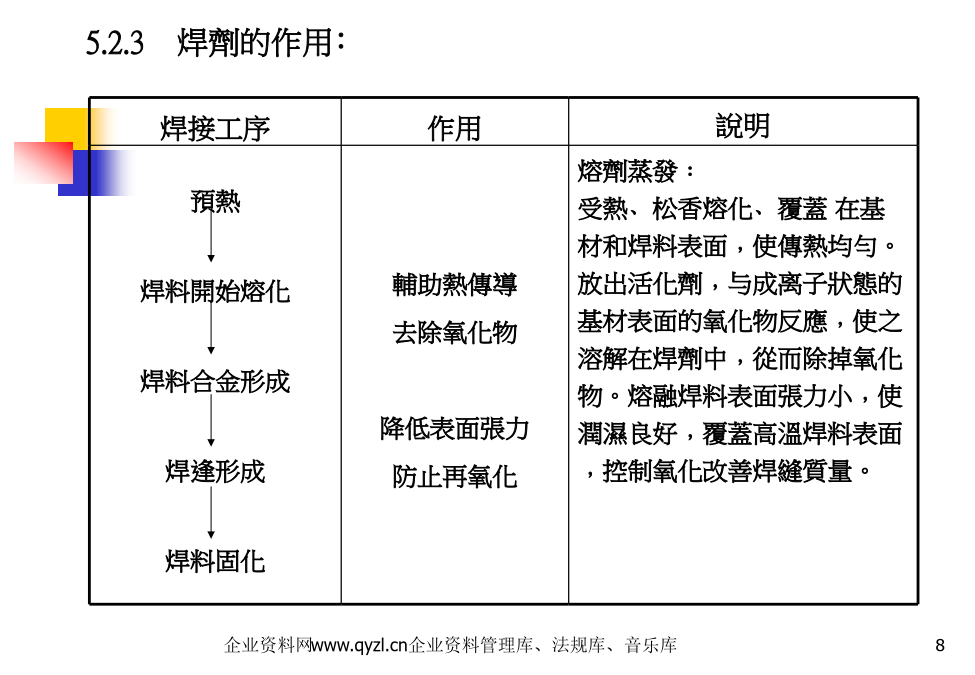
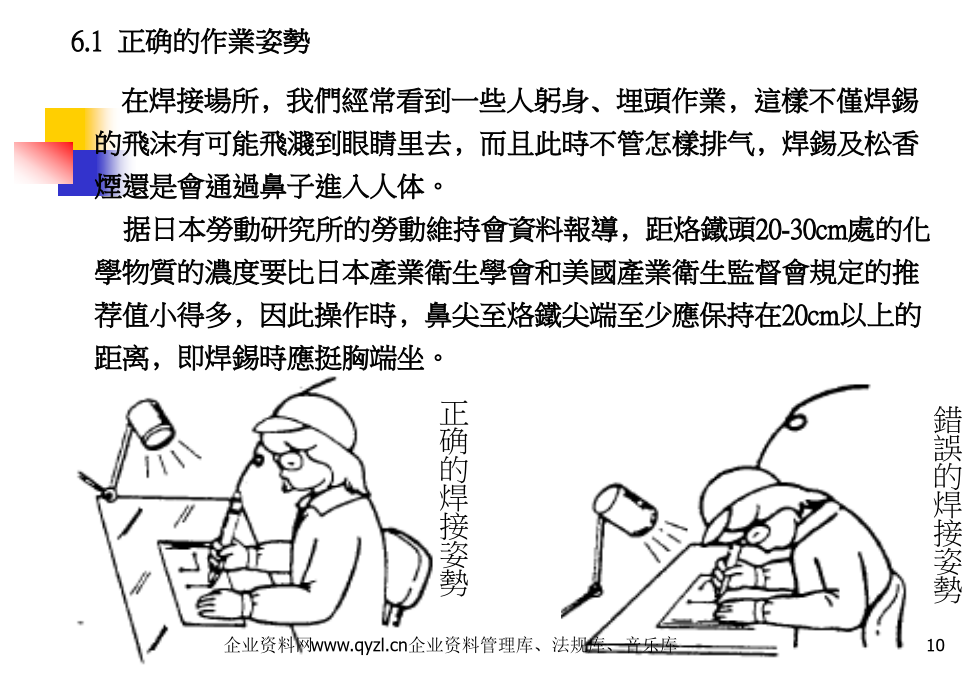
訓練內容﹕焊接培訓PE.培训目的增强所有焊接員工焊接技能,开阔自身的知识领域,提高产品的品质.培训对象整个公司所有的执锡员工1.焊接分類根据焊料的熔點不同﹐焊接方式被分成兩類﹕第一類﹕硬鉛焊(熔焊)熔點在450°C以上的焊料被稱為硬焊料﹐用硬焊料焊接即為硬鉛焊。如電焊。第二類﹕軟鉛焊(錫焊)熔點在450°C以下的焊料被稱為軟焊料﹐用軟焊料焊接即為軟鉛焊。如錫焊。二者的區別在于﹕焊接時前者母材會被熔化﹐后者母材不熔化2.錫焊接原理在固体与固体之間﹐熔入比母材金屬熔點低的焊料﹐依靠毛細管作用使焊料進入間隙中﹐并在母材和焊料間發生必要的化學反應﹐從而使母材結合為一体。它完全不同于使用漿糊粘合兩層紙那樣的物理變化。3焊接三要素(a).淨化被焊接金屬表面;(b).加熱被焊接金屬表面到焊料焊接最佳溫度;(c).填充焊料到被焊接的金屬表面;通常﹐焊接的順序是由a----b----c﹐如波峰焊的自動焊接﹐但使用烙鐵焊接時﹐則順序是b---c---a.5焊接材料5.1焊料在電子學領﹐以机器電路连接為目的﹐應用最廣﹐最多的焊材是錫和鉛的合金﹐隨著環境体系的發展﹐越來越多的公司使用無鉛錫焊料。但不管使用那种焊料﹐它都,必須具備以下性能﹕a.其熔點比母材的熔點要低b.与大多數金屬有良好的親和性c.焊料本身具良好的机械性能d.有良好的導電性e.焊料和被結合材料經反應后不產生脆性金屬化合物5.2焊劑5.2.1對用焊劑的要求﹕具有一定的化學活性。有良好的熱穩定性。焊劑本身的潤濕性良好。對焊料的擴展具一定的促進作用。焊接后板面干燥﹐無殘留物﹐無腐蝕性﹐不粘板。焊后具有在線測試能力。焊后有符合規定的表面絕緣電阻值SIR。5.2.3焊劑的作用﹕5.2.5助焊劑殘渣產生的不良与對策﹕6.1正确的作業姿勢在焊接場所﹐我們經常看到一些人躬身﹑埋頭作業﹐這樣不僅焊錫的飛沫有可能飛濺到眼睛里去﹐而且此時不管怎樣排气﹐焊錫及松香煙還是會通過鼻子進入人体。据日本勞動研究所的勞動維持會資料報導﹐距烙鐵頭20-30cm處的化學物質的濃度要比日本產業衛生學會和美國產業衛生監督會規定的推荐值小得多﹐因此操作時﹐鼻尖至烙鐵尖端至少應保持在20cm以上的距离﹐即焊錫時應挺胸端坐。7.工具7.1工具的种類一般的手工焊接常用工具有﹕(1)焊接烙鐵(2)焊料除去裝置(3)吸錫槍(4)烙鐵尖溫度測定器(5)其它輔助工具7.2烙鐵以SMD与基板的連接為例﹐對使用的烙鐵有以下几項規定﹕(1).采用鎳鉻合金加熱的烙鐵﹕烙鐵頭溫度在270℃以下,烙鐵功率在30W以下(2).采用陶瓷加熱的烙鐵﹕烙鐵頭溫度在250℃以下﹐烙鐵功率﹕18W以下(3).烙鐵頭直徑﹕小于3mm(4).焊接時間﹕3秒/次﹐同一焊點不可超過二次(5).焊接要求﹕每個焊點的焊接時間不可超過5秒﹐對同一焊點﹐如第一次未焊妥﹐要稍許停留﹐再施行焊接﹐操作時﹐烙鐵頭切勿碰到SMD本身﹐尤其是陶瓷基体和樹脂封裝的SMD﹐以免受熱沖擊產生裂紋或損坏。7.10烙鐵尖清洁器烙鐵尖長時間使用會沾上污物﹐在去除污物時使用清洁器﹐清洁器的种類一般是带水的海綿。7.11焊料除去裝置維修過程中﹐如果需要更換部件﹐我們就必須先除去焊料再更換部件﹐除去焊料的方法較﹐我們公司主要使用的是“手動式真空焊料吸取器”。7.13其它輔助工具(1).剪鉗(2).鑷子(3).尖咀鉗(4).砂紙(5).防靜電手帶8.手動焊接操作:9.焊料及焊接烙鐵的握法9.1焊料的拿法:用拇指和食指捏住焊錫線前端3–5cm的地方如下圖﹕注意:焊錫使用前應檢查表面清洁狀況9.2烙鐵的拿法:根据焊接情況﹐烙鐵的拿法一般分執筆式和握斧式﹐如下圖﹕通常對熱容量小自身也小的烙鐵用執筆式方法﹐如本公司所有的手動焊接﹐都是使用執筆式拿烙鐵9.3焊接作業要點清洁焊接表面确保焊料与被焊接金屬的原子達到互相吸引距离。阻止原子互相吸引和接近的是金屬表面的氧化物和污垢﹐因此﹐無氧化物和污垢的表面對焊接來說至關重要。加熱到最佳焊接溫度。烙鐵傳導給被焊接件的熱量隨接触面積﹑壓力及角度等因數變化﹐欲盡快達到所需的焊接溫度就必需稍稍增大接触壓力。被加熱后的金屬﹐原子運動加劇并迅速產生擴散﹐其擴散量与加熱時間及溫度成正比。金屬間化合物的形成。金屬被加熱到一定溫度后﹐只要我們适時﹑适處地添加合适的焊料﹐就會在2~~3秒鐘內產生各种物理的﹑化學的變化﹐從而生成一定量的合金---金屬間化合物。因為整個過程极短﹐我們的操作必需敏捷﹑熟練并“准确掌握火候”。焊點确定。當焊料的潤濕狀態﹑光澤及填充量已均勻時﹐應迅速撤离烙鐵(撤离烙鐵時﹐手應回收﹐以免形成拉尖﹔同時應輕輕旋轉一下﹐這樣可吸收多余的焊




