 预览加载中,请您耐心等待几秒...
预览加载中,请您耐心等待几秒...
1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共19页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
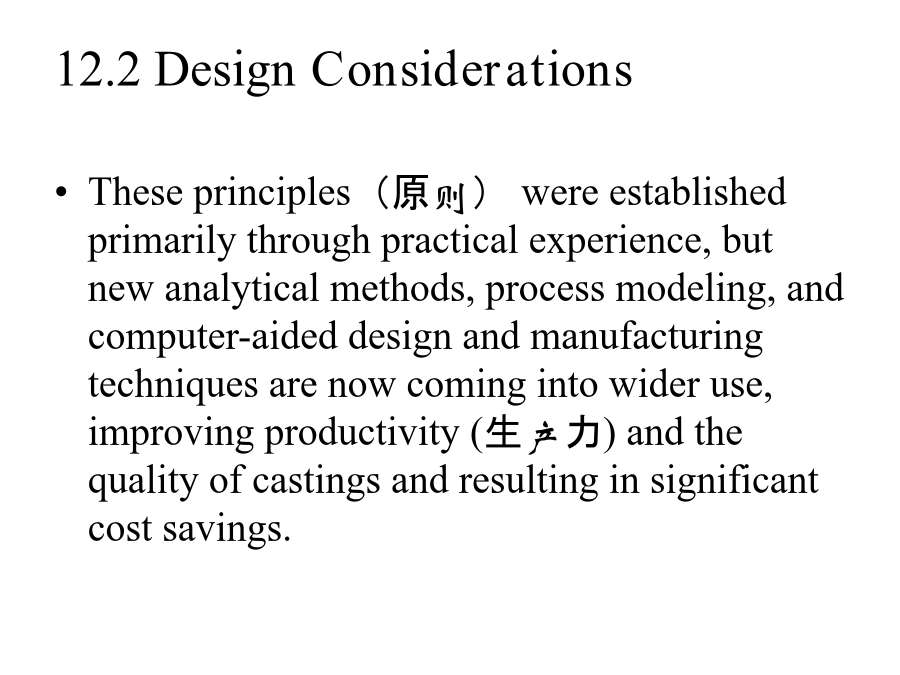
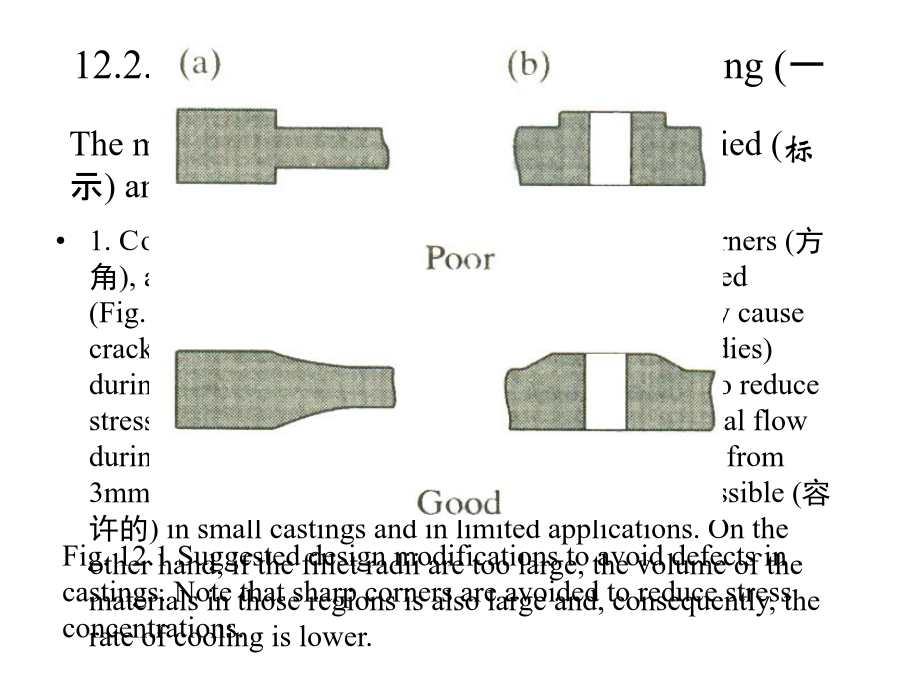
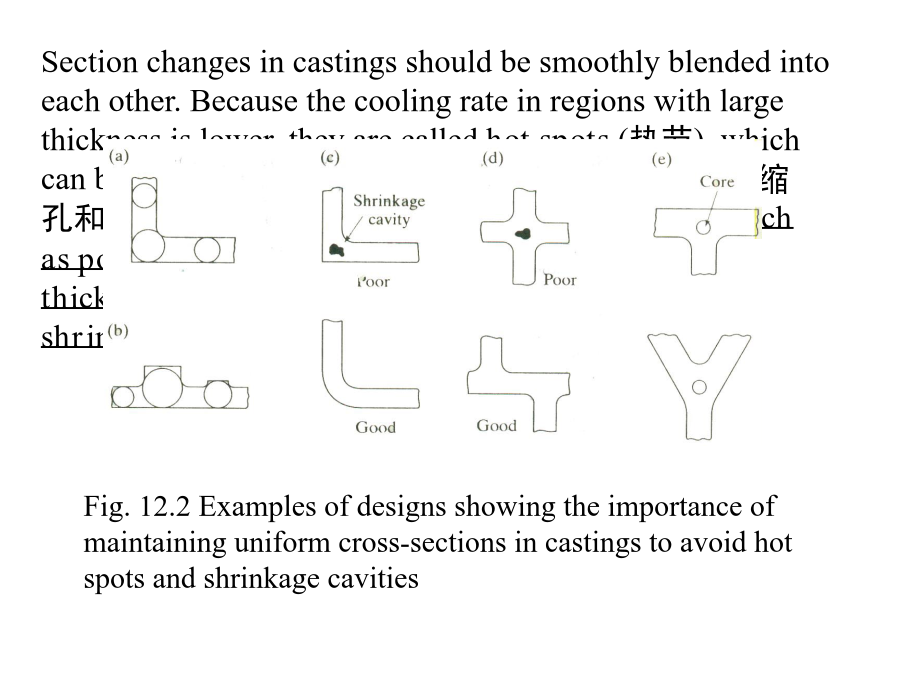
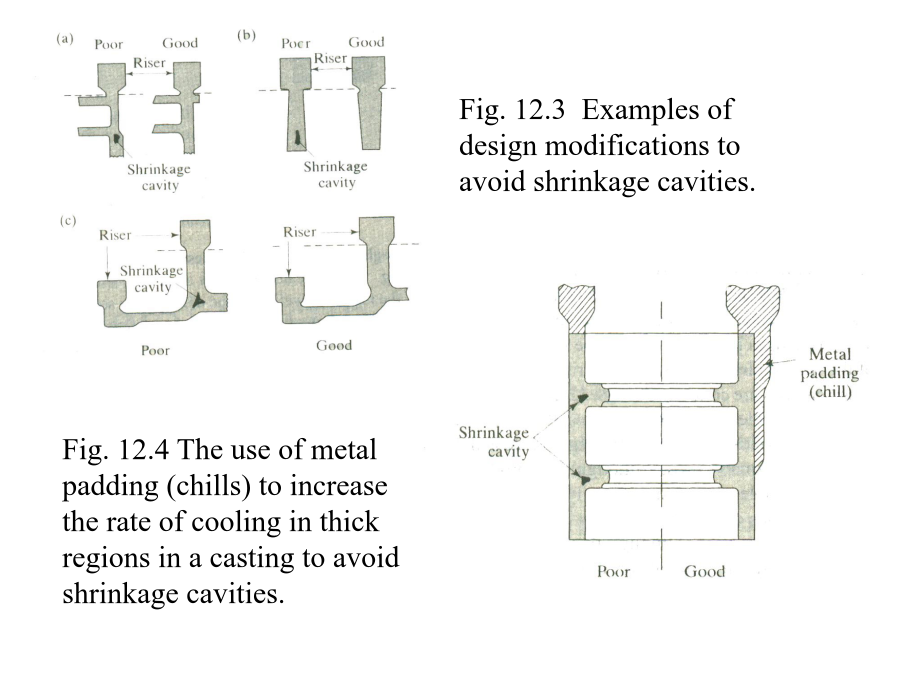
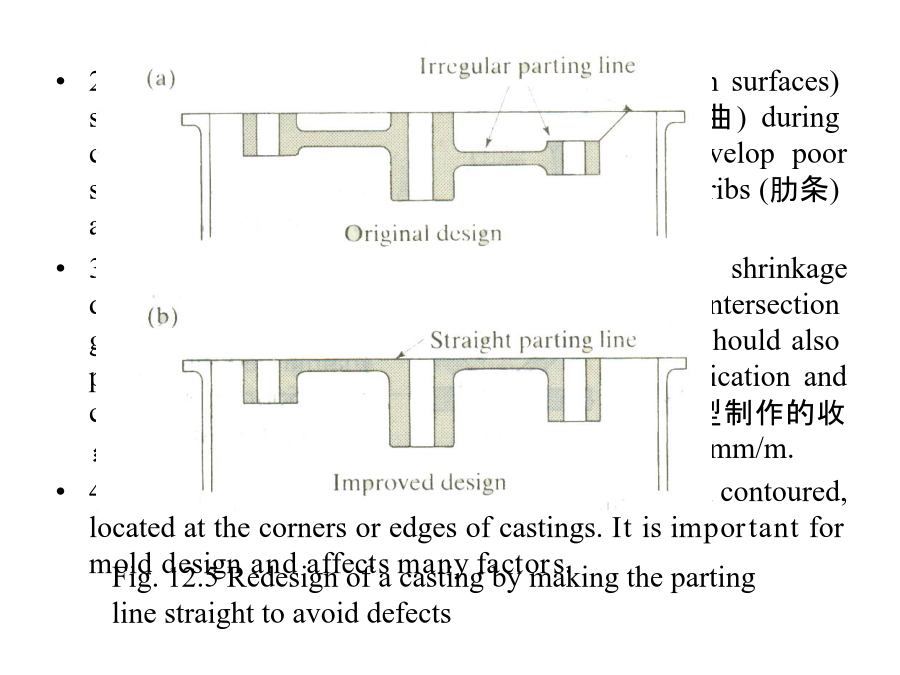
Chapter12MetalCasting:Design,MaterialsandEconomicsContent12.1IntroductionThischapterdescribesthegeneraldesignconsiderationsandguidelinesformetalcastingandpresentssuggestionsforavoidingdefects.Italsodescribesthecharacteristicsofthealloysthatarecommonlycast,togetherwiththeirtypicalapplications.Theeconomicsofcastingoperationsarejustasimportantasthetechnicalconsiderationsthathavealreadybeendescribed,sothischapteralsooutlinesthebasiceconomicfactorsrelevanttocastingoperations.本章讨论金属铸件的一般设计考虑和指导方针,并给出如何避免铸件缺陷的建议。还结合器典型应用来讨论常用铸造合金的特性。铸造的经济性与已讨论过的技术性问题一样重要,因此本章也简略讨论与铸造有关的基本经济因素。12.2DesignConsiderations12.2.1Designforexpendable-moldcasting(一次性模铸造的设计)Sectionchangesincastingsshouldbesmoothlyblendedintoeachother.Becausethecoolingrateinregionswithlargethicknessislower,theyarecalledhotspots(热节),whichcanbedevelopedtoshrinkagecavitiesandporosity(缩孔和疏松).Itisimportanttomaintain(保持),asmuchaspossible,uniformcross-sectionsandwallthicknessesthroughoutthecastingtoavoidshrinkagecavities.Fig.12.3Examplesofdesignmodificationstoavoidshrinkagecavities.2.Flatareas(平面面积).Largeflatareas(plainsurfaces)shouldbeavoided,becausetheymaywarp(翘曲)duringcoolingbecauseoftemperaturegradientsordeveloppoorsurfacefinish.Flatsurfacescanbebrokenupwithribs(肋条)andserrations.3.Shrinkage.Thereshouldbeallowancesforshrinkageduringsolidification.Stagger:错开排列,intersectiongeometry:横截面几何形状.Patterndimensionsshouldalsoprovideforshrinkageofthemetalduringsolidificationandcooling.Patternmaker’sshrinkageallowances:模型制作的收缩允许率,usuallyrangefromabout10mm/mto20mm/m.4.Partingline.Tobealongaflatplane,ratherthancontoured,locatedatthecornersoredgesofcastings.Itisimportantformolddesignandaffectsmanyfactors.5.Draft(减面率).Toenableremovalofthepatternwithoutdamagingthemold.Rangingfrom5mm/mmto15mm/m,angles:0.5oto2o,forinsideangles,1oto4o.6.Dimensionaltolerance(尺寸公差).Aswideaspossible,withinthelimitsofgoodpartperformance,usually±0.8to±6mmforsmallandlargecastings.7.MachiningAllowance.Allowancesusuallyrangefromabout2mmto5mmforsmallcastingstomor





