 预览加载中,请您耐心等待几秒...
预览加载中,请您耐心等待几秒...
1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共47页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
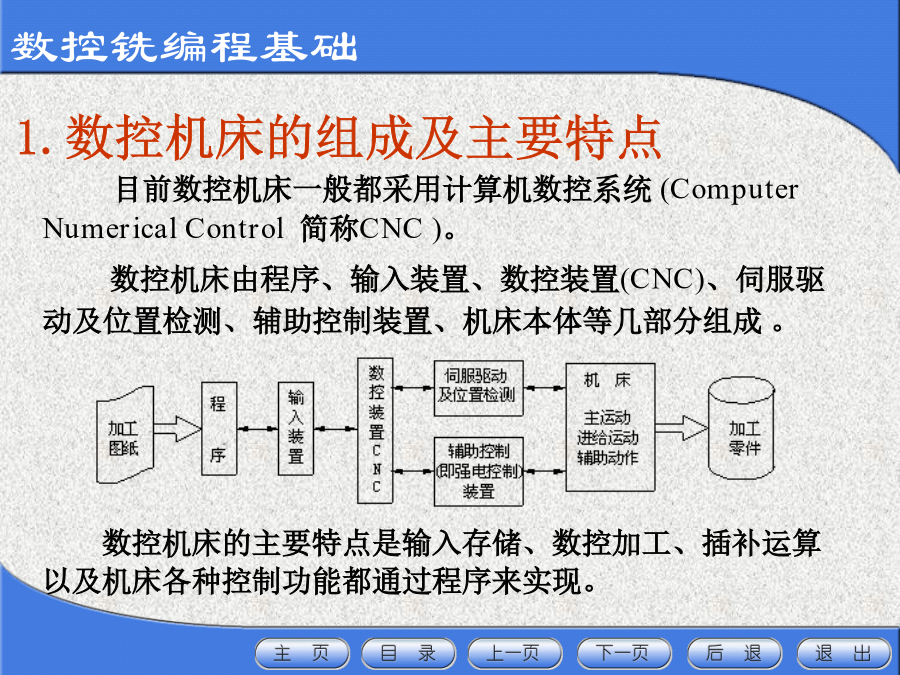
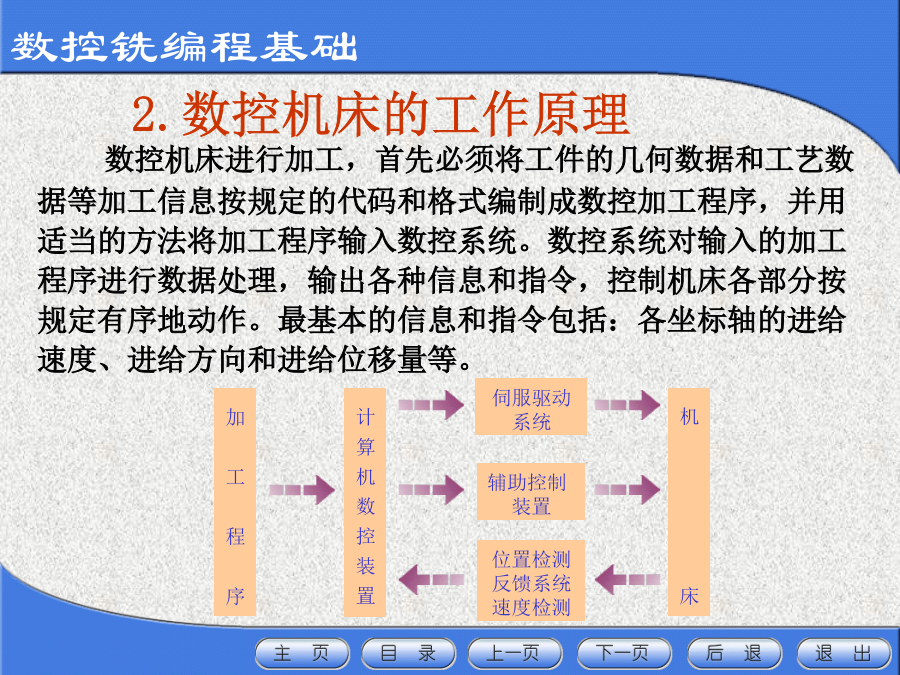
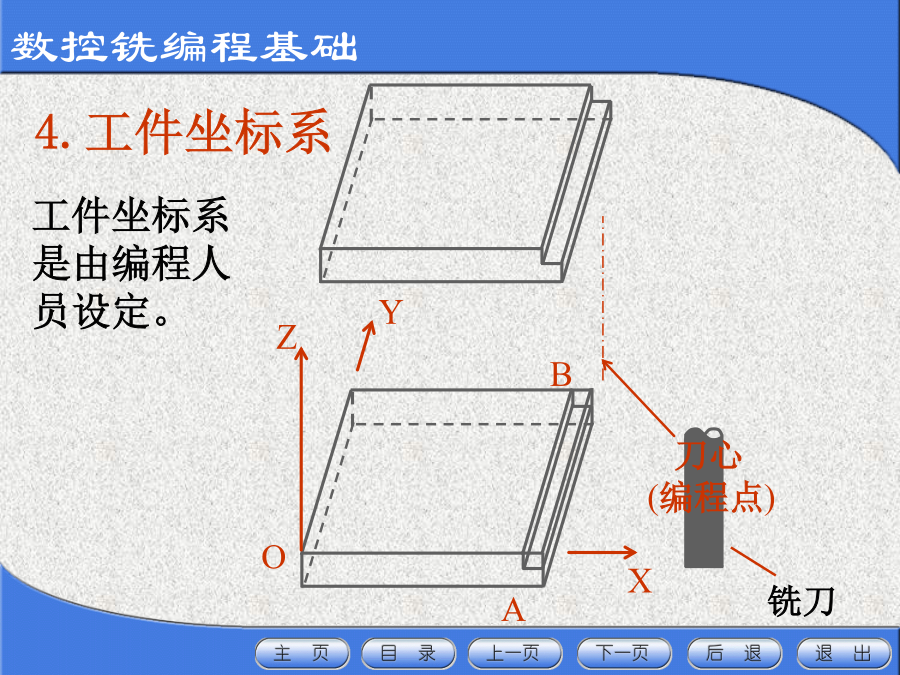
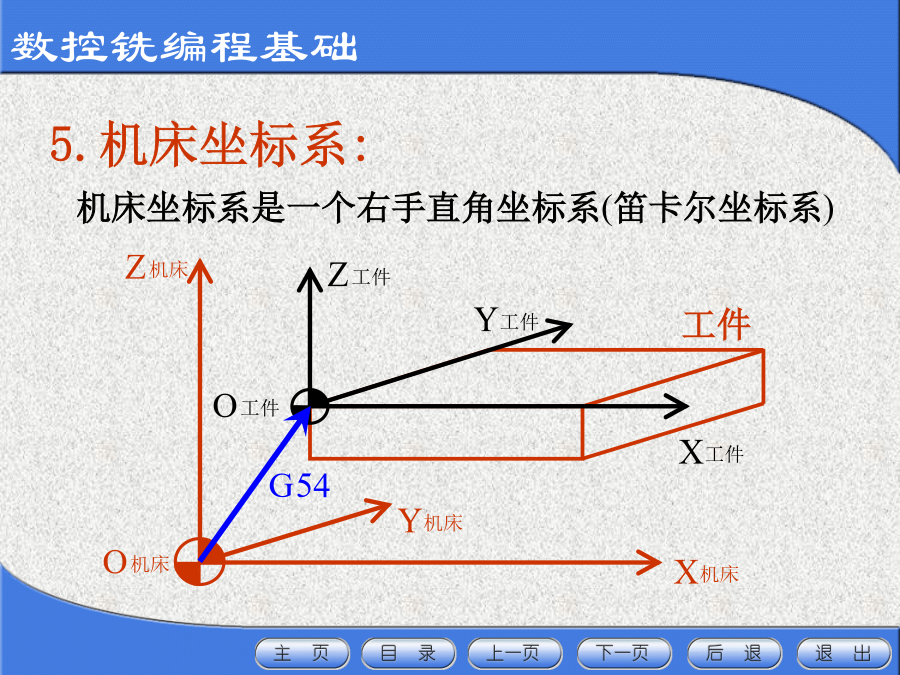
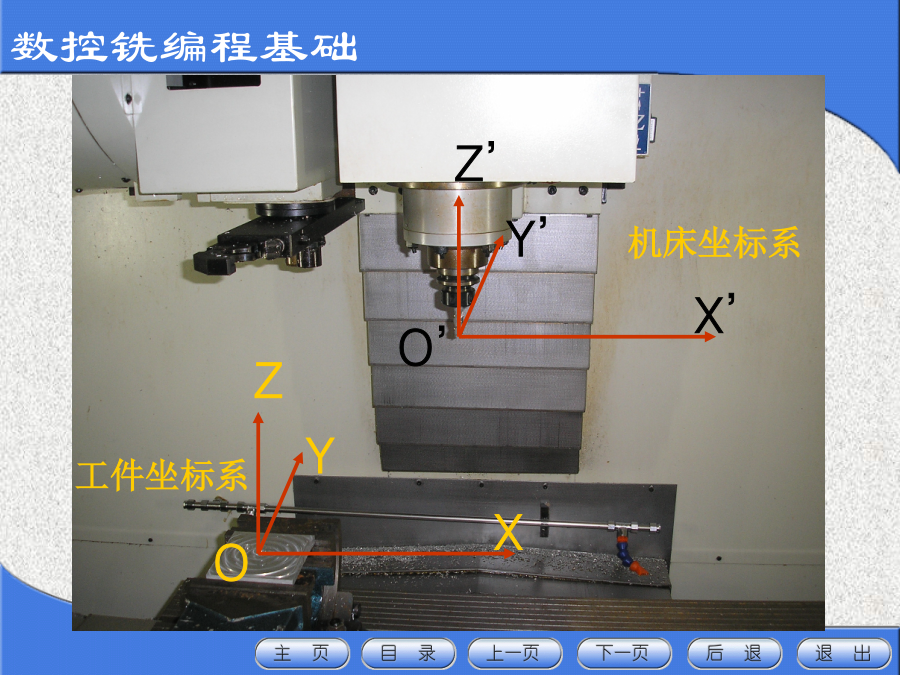
数控铣编程基础二.数控铣编程基础一.安全事项二.数控铣编程基础1.数控机床的组成及主要特点2.数控机床的工作原理3.数控铣床的运动方式4.工件坐标系X机床X编写程序时,均采用假设工件不动,刀具相对移动的原则编写程序。7.程序的结构与格式机能程序段:8.常用指令模态:模态:非模态:常用辅助功能指令:M98和M99M98主程序调用子程序M99子程序返回主程序在程序中含有某些固定顺序或重复出现的区域时,作为子程序存入贮存器以简化程序编程常用准备功能指令:G01——直线插补G01直线插补程序段控制各轴以指定的进给速率沿直线方向从现在位置移动到指令位置。G01是模态代码。编程格式为:XXXX60注:整圆不能用半径编程方法一步完成,用I,J编程方法可以。G04——暂停通过G04指定暂停,使下一程序段执行延时指定时间(单位:秒)。G04是非模态代码编程格式为:G04X_G17/G18/G19——选择平面用于圆弧插补,刀具半径补正及G码钻孔G21/G20——公制(单位:毫米)输入/英制(单位:英寸)输入G28——自动返回机床原点编程格式为:G28X_Y_Z_G54~G59——选择1~6号工件坐标系编程格式为:G54或G55或…该指令执行后,所有坐标值指定的坐标尺寸都是选定的工件坐标系中的尺寸。G41/G42/G40—刀具半径左侧补偿/刀具半径右侧补偿/取消刀具半径补偿G41:刀具半径左补偿指令。即沿着刀具前进方向,刀具始终位于工件的左侧。G42:刀具半径右补偿指令。即沿着刀具前进方向,刀具始终位于工件的右侧。1)G00G41/G42X_Y_D_或G01G41/G42X_Y_D_F_2)G00G40X_Y_或G01G40X_Y_F_使用刀具长度补偿功能,在编程时可以不考虑刀具在机床主轴上装夹的实际长度,而只需在程序中给出刀具端刃的Z坐标,具体的刀具长度由Z向对刀来协调。H后跟两位数指定偏置号,在每个偏置号输入需要偏置的量。G73~G89——固定循环指令固定循环指令,用于钻孔、镗孔、攻丝等。使用一个程序段就可以完成一个孔加工的全部动作。继续加工孔时,如果孔加工的动作无需变更,则程序中所有模态的数据可以不写,因此可以大大简化程序。G80——取消固定循环编程格式为:G80三.编程实例:用数控铣床[Φ20立铣刀(T01)及φ16钻头(T02)]加工如图所示零件,编写加工程序。毛坯尺寸为:120mm×120mm×20mmN170G00Z50N420G00G90Z50作业1不用刀具长度补偿和半径补偿,编制程序,用Φ16立铣刀(T01)及φ16钻头(T02)加工如图所示零件,毛坯尺寸为100mm×99mm×20mm作业2不用刀具长度补偿和半径补偿,编制程序,用Φ16立铣刀(T01)及φ16钻头(T02)加工如图所示零件,各点坐标如下,毛坯尺寸为100mm×99mm×20mmA(-21.835,35)B(-35,21.835)M(-31,41)N(-41,31)P(31,31)C、D、E、F、G、H各点坐标类推作业3




