 预览加载中,请您耐心等待几秒...
预览加载中,请您耐心等待几秒...
1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共43页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
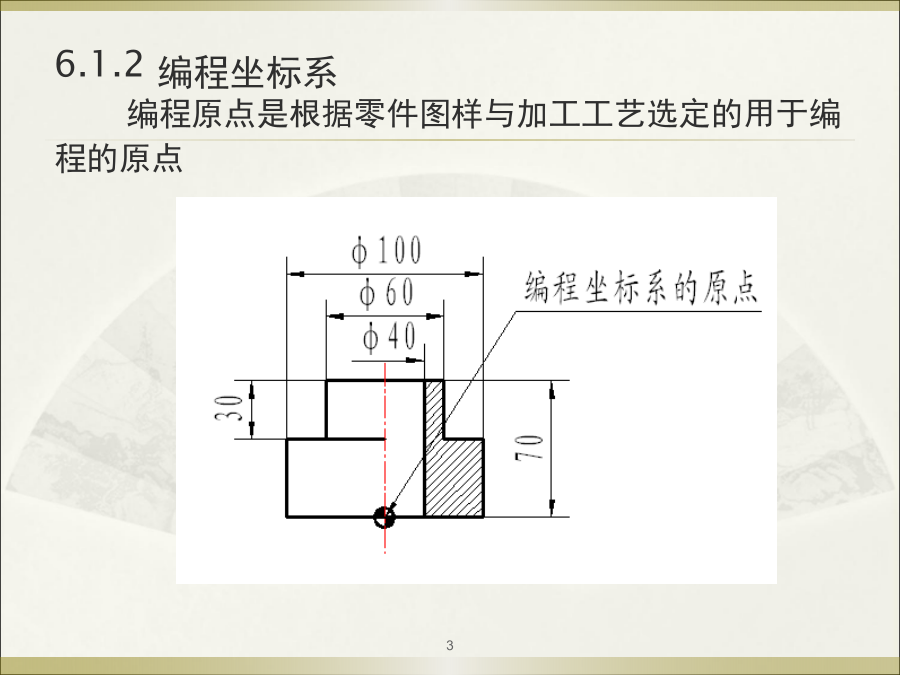
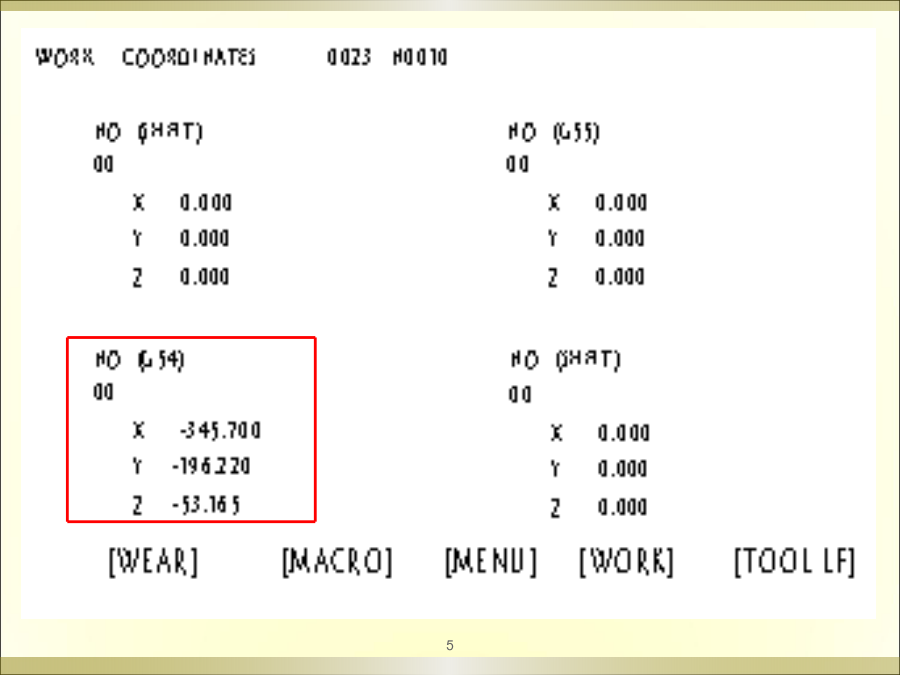
第6章数控铣床的编程与加工6.1.2编程坐标系编程原点是根据零件图样与加工工艺选定的用于编程的原点6.1.3工件坐标系5(2)确定工件坐标系(用G92可以临时指定)6.1.5数控铣床的加工范围6.1.6数控铣削加工路线的确定2)在Z轴方向进刀注意提刀距离4)铣削内槽的进刀路线6.2数控铣床系统指令介绍6.2.1加工程序的结构程序的一般结构6.2.2辅助功能(M功能)5.换刀指令M06此命令用于换刀(安装多把刀具的加工中心)6.冷却控制指令M07;M08;M09M07——打开二号冷却系统M08——打开一号冷却系统M07——停止冷却系统7.子程序调用及返回指令M98/M99M98——与Pxx连用去调用xx为首的子程序M99——子程序的专用结尾指令字此命令可以简化程序的编制(后面再谈)6.2.3主轴速度控制S/进给速度F6.2.4准备功能(G代码)227、刀具半径补偿G41G42G40(a)左刀补G41(b)右刀补G42面对刀具移动方向分左右刀具半径补偿指令:刀具半径补偿举例刀具直径:20,配置号:01(配置量:+10mm)子程序的调用M98;M99%O100G00X10Y10G01G42X10F1.5……M99%O001G91G00M03M98P100G51X0Y0I-1000M98P100G51X0Y0I-1000J-1000M98P100……9.旋转命令G68;取消旋转G69G98/G99指令的用法固定循环指令格式用一个G代码程序完成多个工步才能完成的动作孔加工固定循环指令的形式及动作(2)G98(G99)G74X-Y-Z-R-反攻丝循环制作反向螺孔G84制作普通螺纹孔G86X-Y-Z-R-Q-退刀距离由Q值决定特点:精镗孔有退刀的动作G88X-Y-Z-R-P-F-手工退刀的镗孔指令G89X-Y-Z-R-P-F切削退刀的精镗孔指令固定循环编程举例例1:下图所示的是一盖板零件。该零件的毛坯是一块180mm×90mm×12mm板料,要求铣削成图中粗实线所示的外形。由图可知,各孔己加工完,各边都留有5mm的铣削余量。铣削时以其底面和2—Φ10H8的孔定位,从Φ60mm孔对工件进行压紧。在编程时,工件坐标系原点定在工件左下角A点,现以Φ10mm立铣刀进行轮廓加工,对刀点在工件坐标系中的位置为(一25,10,40),刀具的切入点为B点,刀具中心的走刀路线为:对刀点1一下刀点顺时针方向切削。43




