 预览加载中,请您耐心等待几秒...
预览加载中,请您耐心等待几秒...

1/10

2/10
3/10
4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
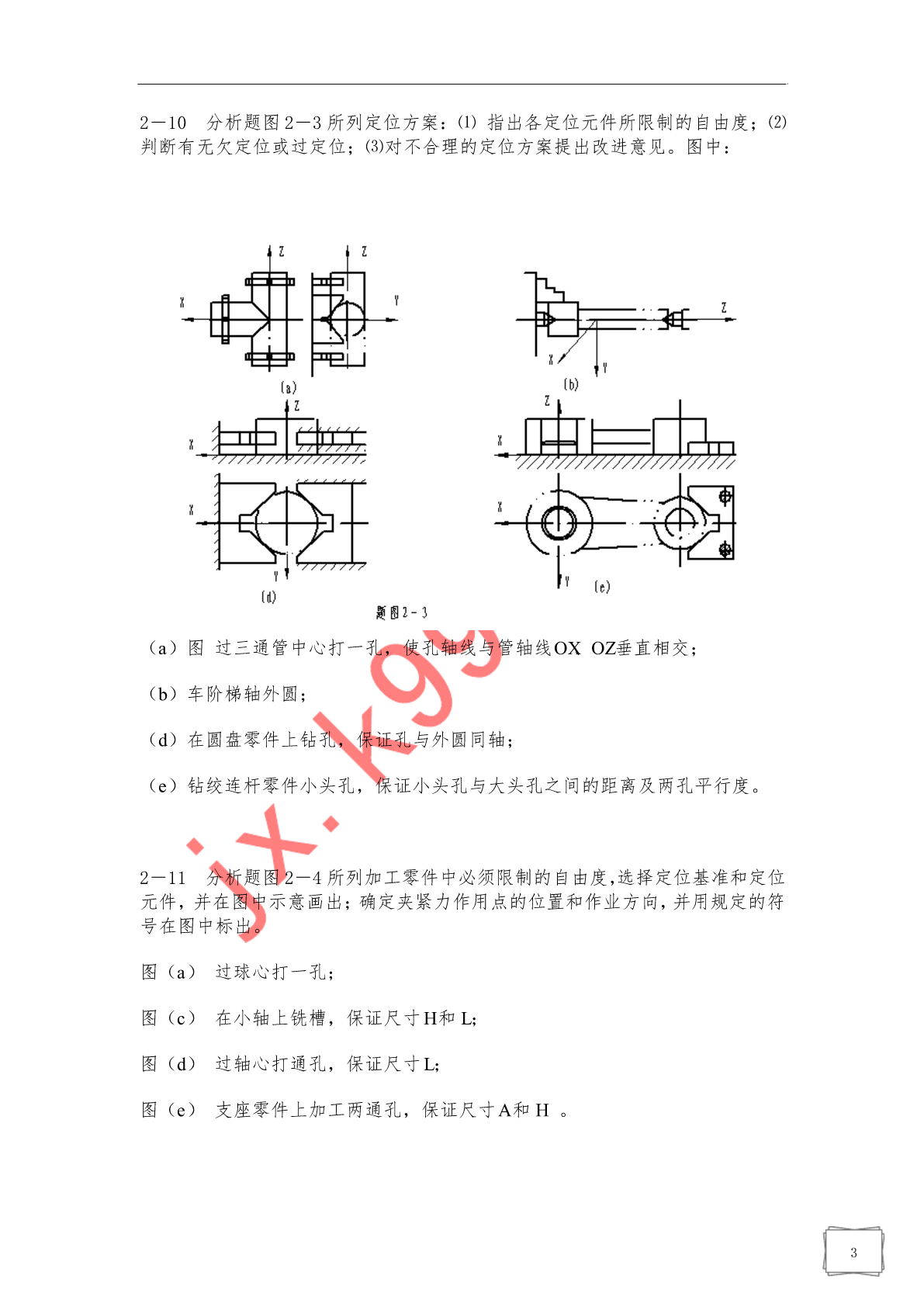
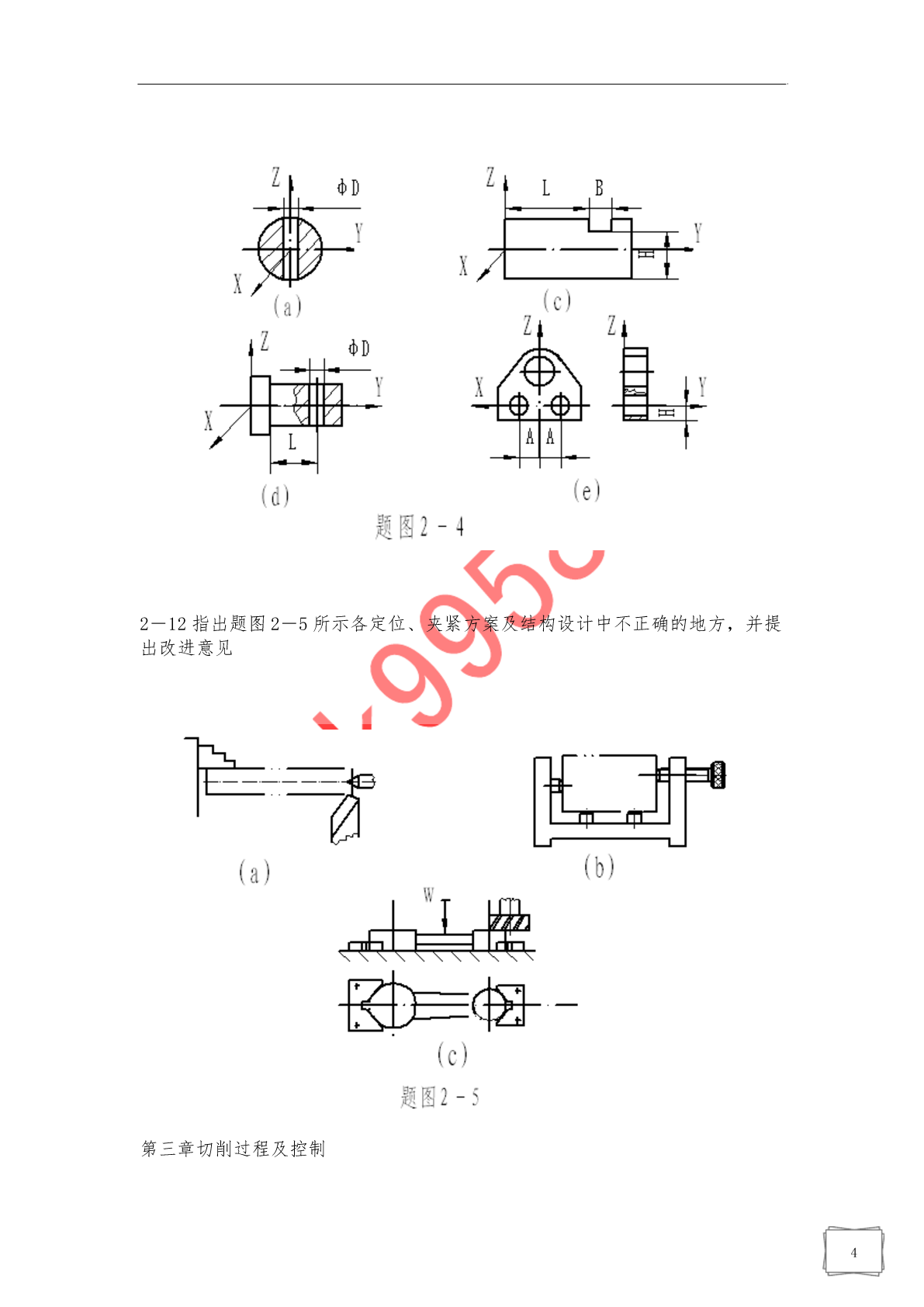
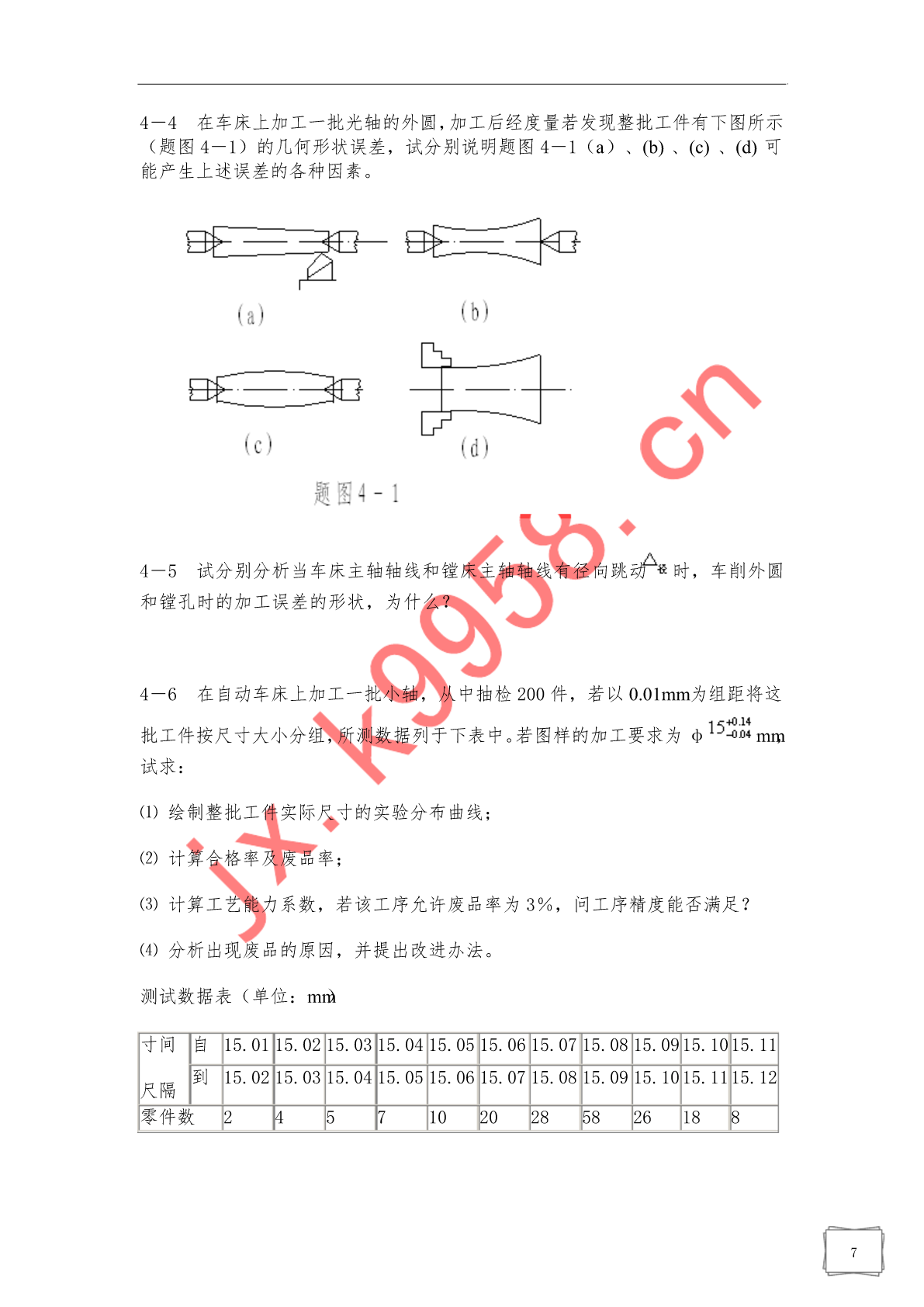
第一章诸论(习题略)第二章机械制造技术装备2-1车削直径80mm,长200mm棒料外圆,若选用=4mm,f=0.5mm,n=240r/min,试问切削速度υ,切削机动时间,金属切除率为多少?2-2已知一外圆车刀切削部分的主要几何角度为:=、、、、。试用主剖面参考系绘出该车刀的几何角度。2-3车削外圆36mm,中径33mm,内径29mm,螺距6mm梯形螺纹时,若使用刀具前角为,左刃后角,右刃后角。试计算左、右刃工作前、后角是多少?2-4用切断刀切断外径为D=30mm的轴类零件,已知切断刀的几何参数:当切断刀刀尖安装低于工件中心等高面h=2mm,=,,时的工作前角、工作后角;并将切断刀的有关几何角度标注在计算简图上。2-5什么是硬质合金?常用的牌号有几大类?各类硬质合金的常用牌号有哪些?如何选用?2-6什么是逆铣?什么是顺铣?各有何切削加工特点?2-7试分析题图2-1所示的三种车螺纹时的传动原理图各有何特点?12-8在Y3150E型滚齿机上加工斜齿轮,已知工件m=4mm、Z=56、β=、右旋;滚刀K=1,λ=,左旋。试进行展成运动链、差动传动链的调整计算。2-9题图2-2所示零件的A、B、C面的φ10H7孔及φ30H7孔均已加工,试分析加工φ12H7孔时选用哪些表面定位最为合理?为什么?22-10分析题图2-3所列定位方案:⑴指出各定位元件所限制的自由度;⑵判断有无欠定位或过定位;⑶对不合理的定位方案提出改进意见。图中:(a)图过三通管中心打一孔,使孔轴线与管轴线OX、OZ垂直相交;(b)车阶梯轴外圆;(d)在圆盘零件上钻孔,保证孔与外圆同轴;(e)钻绞连杆零件小头孔,保证小头孔与大头孔之间的距离及两孔平行度。2-11分析题图2-4所列加工零件中必须限制的自由度,选择定位基准和定位元件,并在图中示意画出;确定夹紧力作用点的位置和作业方向,并用规定的符号在图中标出。图(a)过球心打一孔;图(c)在小轴上铣槽,保证尺寸H和L;图(d)过轴心打通孔,保证尺寸L;图(e)支座零件上加工两通孔,保证尺寸A和H。32-12指出题图2-5所示各定位、夹紧方案及结构设计中不正确的地方,并提出改进意见第三章切削过程及控制43-1简要说明用方格观察法研究切削变形时,三个变形区的变形特征。3-2简述工件材料、刀具前角、切削厚度和切削速度对切削变形影响的规律。3-3试述结屑瘤产生的机理以及结屑瘤对切削加工的利弊,如何避免结屑瘤的产生?3-4已知工件材料为=0.883GP(90kgf/)d碳素钢,刀具材料为YT15,刀具几何参数为:=、、、、、=2.0mm;切削用量:=5mm,f=0.4mm,υ=100m/min。机床型号:CA6140普通车床(电机功率为7kw)。试求:、、以及切削功率。3-5什么叫相对切削加工性?用材料的哪些性能来衡量切削加工性的好坏?为什么?3-6试分析切削低碳钢、高碳钢和铸铁材料时的切削加工性,并提出改善切削加工性的措施。3-7说明高速钢刀具在低速、中速产生磨损的原因,硬质合金刀具在中速、高速时产生的原因。3-8为什么说对刀具耐用度的影响,υ为最大、f其次、最小?3-9简述刀具在切削过程中,磨粒磨损、粘结磨损、扩散磨损和氧化磨损的机理。53-10试述粗加工与精加工时如何选择切削用量?选择原则时什么?3-11已知:工件材料:热轧45钢,=0.637GP(65kgf/)。毛坯直径φ50mm,装夹在卡盘和顶尖中,装夹长度=350mm。加工要求:车外圆至φ44,表面粗糙度为5μm~2.5μm,加工长度=300mm。机床:CA6140型普通车床。刀具:YT15机夹外圆车刀,刀杆尺寸16×25,=、、、、、=1.0mm,,=。试求:粗车、半精车削外圆的切削用量。第四章机械加工质量分析与控制4-1什么是原始误差、常值系统误差和随机误差?4-2简述产生加工误差的主要原理有哪些?4-3在机床上直接装夹工件,当只考虑机床几何精度影响时,试分析下述加工中影响工件位置精度的主要因素:⑴在车床或内圆磨床是加工与外圆有同轴度要求的套类零件的内孔;⑵在卧式铣床或牛头刨床上加工与工件底面平行和垂直的平面;⑶在立式钻床上钻、扩、铰削加工与工件底面垂直的内孔;⑷在卧式镗床上采用主轴进给方式加工与工件底面平行的箱体零件内




